

解析合理的焊缝工艺措施
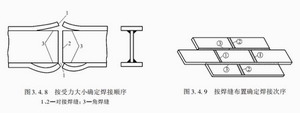
1、采用合理的焊接顺序和方向。尽量使焊缝能自由收缩,先焊工作时受力较大的焊缝或收缩量较大的焊缝。如图3.4.8所示在工地焊接工字梁的接头时,需要留出一段翼缘角焊缝3最后焊接,先焊受力最大的翼缘对接焊缝1,再焊腹板对接缝2。又如图3.4.9所示的拼接板的施焊顺序:先焊短焊缝1、2,最后焊长焊缝3,可使各长条板自由收缩后再连成整体。上述措施均可有效地降低焊接应力。
(焊缝工艺措施)
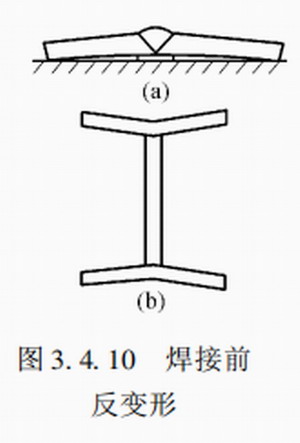
2、采用反变形法减小焊接变形或焊接应力。事先估计好结构变形的大小和方向,然后在装配时给予一个相反方向的变形与焊接变形相抵消,使焊后的构件保持设计的要求,例如下图3.4.10所示为焊前反变形的设置。
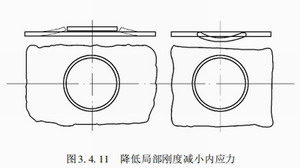
在焊接封闭焊缝或其他刚性较大,自由度较小的焊缝时,可以采用反变形法来增加焊缝的自由度,减小焊接应力,如下图3.4.11所示。
3、锤击或辗压焊缝,使焊缝得到延伸,从而降低焊接应力。锤击或辗压焊缝均应在刚焊完时进行。锤击需要保持均匀、适度,避免锤击过分产生裂纹。
4、对于小尺寸焊件,焊前预热或焊后回火加热至600℃左右,然后缓慢冷却,可以消除焊接应力和焊接变形。也可采用刚性固定法将构件加以固定来限制焊接变形,但却增加了焊接残余应力。
陕西钢构热线:029-86252006
华邦钢构网址:www.hb2003.net
联系地址:陕西省西安市北关正街35号方兴大厦8楼
行业动态
- 关于焊接材料的质量验收
- 钢构件组装的分类方式
- 钢构焊接的预热规范标准
- 扭剪型高强度螺栓的控制
- 关于钢构件预拼装的要求
- 钢构件成品保护的规范
- 拼装焊接变形怎么控?
- 关于拼装焊接变形的防治
- 关于屋面檩条布置的规定
- 钢构件预拼装的技术要求



公司动态

行业动态
- H型钢的主要特征
- 钢构工程梁和柱的刚接以
- 如何给钢构厂房进行采光
- 钢构工程引弧板、引出板
- 钢构厂房的柱间垂直支撑
- 钢构住宅的柱间支撑系统
- 搭建钢构厂房阁楼都有哪
- 钢构厂房楼承板施工方法
- 钢构厂房的抗震缝和沉降
- 钢构厂房地基下沉的处理

 钢构厂房
钢构厂房